Productivity is the greatest driver of success within the mining and ore processing fields. Therefore, ensuring asset longevity is essential. Chesterton has long been the go-to industry specialist for unique protective equipment solutions from the smallest of seals through to coatings and bearing components.
The Five Crucial Areas Affecting MTBF (mean time before failure)
Because of the nature of the materials being processed, mining creates a challenging environment that erodes and corrodes equipment. A wide range of stresses, including high impact, slurries, dust and dirt through to a lack of water, creates a perfect storm that necessitates regular maintenance. This, combined with the use of cutting-edge advanced technology, is what will ensure consistent production and reduce the risk of unnecessary breakdowns and downtime.

Every stage of the mining process is dependent on the reliability and performance of all associated aspects. With that in mind, those responsible for the maintenance of plant and assets must consider the five following key areas:
1. Sealing solutions
2. Packing solutions
3. Industrial lubrication
4. Protective coatings
5. IoT (internet of things) asset monitoring
Chesterton Bring Proven Innovation to Every Element of Mining Process Hardware
Every mining plant and ore processing unit is unique, with its own challenges in equipment care and maintenance. Chesterton's commitment and extensive industry knowledge have led to a global suite of solutions, each designed to extend the lifespan and effective plant and machinery mechanisms.
The following infographic map summarises how Chesterton products are designed to address erosion and corrosion complications at every mining process stage.
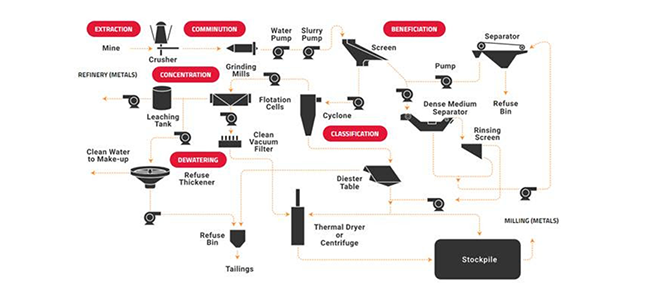
Check out the Chesterton Customseal website. Click on the tabs highlighted in red to explore Chesterton products' wide selection for your mining needs. https://www.chestertoncustomseal.com.au/mining-process/
Sealing Solutions

Out of sight, out of mind is certainly not a saying that should be applied to any mining equipment sealing element. Chesterton is renowned for providing innovative sealing solutions, each designed specifically to address the many challenges encountered in the hostile environments of mining.
From those that reduce water consumption to those that maintain maximum uptime for mega hydraulic excavators, the quality of Chesterton Customseal seals is underpinned by the use of state-of-the-art polymer technology, extensive testing and proven use in a huge variety of globally demanding situations.

Packing
Packing has historically been a complex issue. However, accepting that failure is simply something to be tolerated is truly an old-fashioned approach. Chesterton's multiple solutions offer extended longevity, which equals higher productivity and lower maintenance costs.
With the correct information and products, high-level pump packing is easy to achieve. From understanding the reasons for failure and the analysis of such, through understanding the types best for specific applications, Chesterton provides packing solutions that work and offer education to allow maintenance teams to commence a continuous improvement program designed to reduce packing failure.

https://www.chestertoncustomseal.com.au/partners-chesterton-products/packing-gasket/
Industrial lubrication
Lubrication goes hand-in-hand with extending effective equipment performance. Greases, cleaners, industrial lubricants and automatic lubricant dispensers play a critical role in reducing bearing failure and related issues. Chesterton offers a full range of advanced lubrication options that dramatically increase equipment performance.
https://www.chestertoncustomseal.com.au/partners-chesterton-products/industrial-lubrication/
Protective Coatings
Abrasion and corrosion are the greatest enemies in the ore processing and mining industries. Chesterton has over three decades of experience in the production of advanced technology to address these. This passion for finding solutions (and continues to be) key to the development of ground-breaking technology. Today, customers can easily take advantage of this with the range of Chesterton's ceramic-reinforced ARC protective coatings designed to withstand a wide range of abrasion and corrosion.
The key to peak mining productivity is the performance of equipment. Chesterton is a global leader in providing customised solutions to address the many issues that cause the failure and/or underperformance of assets.
https://www.chestertoncustomseal.com.au/partners-chesterton-products/arc-industrial-coating/
Chesterton Connect™ (IoT)
Enter the innovative Chesterton Connect, an easy-to-use data acquisition tool that uses Bluetooth technology to enable constant monitoring of pumps and sealing systems.
The easy-to-install equipment returns data 24/7, allowing the maintenance team to quickly identify the exact times when problems occur.
Thanks to constant data logging, users can download up to 30 days of data at a time and provide a complete view of the equipment.
https://www.chestertoncustomseal.com.au/partners-chesterton-products/chesterton-connect/

Discover more about the many Chesterton products at
https://www.chestertoncustomseal.com.au/partners-chesterton-products/

ABOUT THIS COMPANY
Chesterton


Stress, high impact, slurries, dust and dirt, corrosion, and lack of water can all have an enormous impact on mining equipment reliability and uptime. For decades, Chesterton specialists have helped mining operations around the globe meet these challenges with expertise and advanced solutions in sealing, lubrication, and protective coatings.
Chesterton Customseal is a joint venture between A.W. Chesterton Company and Customseal Australia. Chesterton Customseal provides our clients with innovative solutions in high-performance seals, combining the strong capabilities of two brands in one product.
CHESTERTON ASIA PACIFIC:
All Chesterton Products Distributors Channel
Chesterton Website - chesterton.com
CHESTERTON CUSTOMSEAL:
Chesterton Customseal’s industry-proven sealing solutions deliver the highest value by extending the hours of your operation between maintenance intervals of your equipment and increasing overall asset life. We provide sealing solutions as well as replacement kits for refurbished equipment.
Chesterton Customseal website - chestertoncustomseal.com.au
Chesterton Customseal address: 95 Excellence Drive, Wangara WA 6065
Contact us